SPARK MACHINING FOR CHAIR MOULD MAKING
This is one of chair mould making methods recently and, strictly speaking; it should come under the machine tool section. However, as the principle of operation is different from that of all other basic machine tools it is preferable to discuss this technique separately.
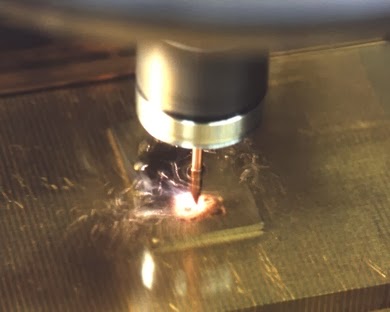
Spark machining is a process in which steel or other metals,can be machined by the application of an electrical discharge spark . The spark is localised and metal is progressively removed in small quantities over a period of time.
The workpiece, which in our case is a chair mould insert blank,is mounted on a platen and submerged in a tank containing a dielectric fluid (normally paraffin). The tank is mounted on the machine base. The tool,which has the required complementary form of the cavity (i.e. similar to a hob), is mounted in a chuck which is attached to a vertical rack. A servomotor (not shown) actuates the rack via the pinion. Thus the tool can be moved in the vertical direction on the workpiece. Both the tool and the workpiece are connected to an electrical supply,and the tool becomes a negative electrode and the workpiece a positive electrode.

The sequence in the machining of a chair mould insert is following:
- The rack of the machine is moved downwards by the servomotor until a specific distance between the tool and the workpiece is reached at which point the dielectric separating the two electrodes breaks down, and a spark occurs. This spark results in a small particle of the workpiece being eroded away. At the same time a similar but less severe erosion takes place from the tool.
- A jet of dielectric fluid is directed at the workpiece via the hose and the eroded particles are washed away as the tool is momentarily lifted. The tool again descends but, this time,because of the erosion, the tool descends a minute amount more than the previous stroke. Again the spark occurs, but in a different place,and another particle of the workpiece is eroded away.
- So it continues, the tool lifts,the eroded particles are washed away, the tool descends and another spark occurs at the point of minimum gap.
- We have mentioned previously that not only is the workpiece eroded,but so is the tool. This means that for a relatively deep cavity several tools will be required. The first two or three tools will perform the roughing out operation and the final tool will perform the finishing operation. The last sketch shows the final tool at the maximum depth required.
The dielectric fluid is constantly being circulated; the fluid containing the eroded sludge is withdrawn from the base of the tank, passed through filters and pumped back to the tank via the hose. Hardened steel can be machined by this technique so that intricately shaped hardened cavities (which might be impracticable by conventional machine-tool methods because of possible distortion during hardening) can be formed.
Spark machining finds many applications in the repairing and modifications of hardened cavities and cores for China plastic chair mould making. For instance, a small pocket can be machined into the mould plate and a suitable insert fitted,which saves the necessity of softening the mould plate with the possibility of distortion,etc.
The major limitation of the process is that several tools are required to produce one cavity. If the cavity form is complex,the cost of machining these tools may make the use of this technique uneconomic.
Post Your Ad Here
Comments